


|
|
|
 lthough you can sharpen high-speed
tools in your workshop, it’s not a good idea. The cutting edges are
often tipped with carbide and ground to complex angles and shapes. These
require special equipment to grind hard materials at precise angles. lthough you can sharpen high-speed
tools in your workshop, it’s not a good idea. The cutting edges are
often tipped with carbide and ground to complex angles and shapes. These
require special equipment to grind hard materials at precise angles.
More importantly, these tools are
balanced to run at high speeds. Planer knives are ground to weigh the
same; saw blades are tensioned and straightened; router bits and
shaper cutters are ground symmetrical. If they weren’t, these tools
would vibrate and wobble, leaving a rough surface in the wood. |
You’ll get better results from a
reputable sharpening service with the proper equipment and know-how to
sharpen high-speed blades, knives, bits, and cutters. However, you can
extend the time between sharpenings on power tools with simple cutting
edges by touching them up occasionally.
|
 |
|
Wash Me –
Before touching up or sharpening a high speed cutter, try cleaning it.
The wood pitch that builds up on the cutting edges reduces the tool and
the clearance angles, making the cutter seem dull. To remove the pitch,
dissolve it with mineral spirits or oven cleaner. Wear eye protection and gloves
when using oven cleaner. |
TOUCHING UP JOINTER AND PLANER KNIVES
|
To touch up jointer and planer knives,
first unplug the machine. Hone both the bevels and the backs of the
knives with small slip stones, feeling for the correct angles. If you
use oil or water to "float the swarf," be sure to carefully wipe the
cutterhead clean and dry after honing. I make it a point to
touch-up my planer knives before I begin
each planing session, and my jointer knives every time I prepare wood
for a major project. This way, they get a touch-up at least every few
weeks. This greatly extends the time between sharpenings – I routinely
get a year or more out of my planer knives and twice that from my
jointer.
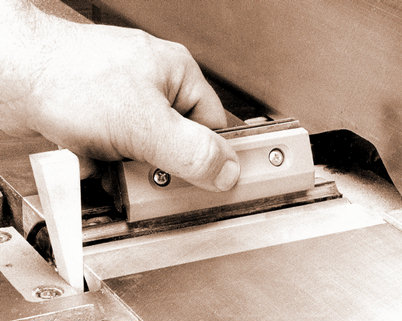
In addition to using slip stones, you can also
purchase special touch-up hones (shown) made especially for jointer and
planer knives. These greatly simplify the task of finding and holding
the correct sharpening angle.
|
 |
TOUCHING UP ROUTER BITS AND SHAPER
CUTTERS
|

To touch up the cutting edges of router
bits and shaper cutters, polish the inside (leading) faces on a fine stone. Rub
each flute across the stone the same number of times to keep the bit
balanced. For high speed steel edges, such as the edges on this
shaper cutter, you can use any fine stone. |

When touching up carbide cutting edges, however, such as the edges on
this router bit, you must use a diamond or ceramic stone. Ordinary
stones won't hone the carbide. Once again, count your strokes and hone
each flute the same to keep the bit balanced. The larger the diameter of
the bit, the more important this becomes.
|
 |
|
Don't Touch – When touching up high-speed bits and
cutters, hone only the leading surface, not the trailing surface.
If you sharpen the trailing surface overmuch, you could change the
profile or diameter of the cutter. |
| |
|
 |
|
PROBLEM |
POSSIBLE CAUSE |
SOLUTION |
|
Cutting edge overheats and becomes
discolored. |
Sharpening speed too high; holding edge
against stone too long.
Grit too fine for grinding. |
Use slower speed; hold tool against
abrasive for short periods. Dip tool in water frequently to cool.
Use coarser grit to grind. |
|
Tool requires long time to sharpen. |
Abrasive loaded with metal filings
Grit too fine for grinding. |
Clean abrasive; use sufficient water or
oil while sharpening to float metal particles
away.
Use coarser grit to grind. |
|
Cutting
edge crowned or skewed after sharpening. |
Abrasive stone
dished or worn.
Applying uneven
pressure. |
Replace or resurface
stone.
Apply even pressure
to entire edge. |
|
Tool won't cut at
proper angle after sharpening. |
Trailing edge
rounded.
Tool angle too
large. |
Use honing guide or
tool holder to maintain angle.
Reduce tool angle. |
|
Tool makes ragged
cut after sharpening; requires too much force to cut. |
Nicks remain in
cutting edge.
Burrs not removed
from cutting edge.
Cutting edge not
keen enough.
Tool angle too
large. |
Grind edge long
enough to remove all nicks.
Polish or strop both
leading and trailing surfaces to remove burrs.
Finish cutting edge
with finer abrasives.
Reduce tool angle. |
|
Tool wears quickly. |
Tool angle too
small. |
Increase tool
angle. |
|
|

Back to the top
|
|
|


